
Thermal Oxidizer
Advanced incineration solution for waste oil, sludge & heavy fuel oils
Pre-Assembled
Thermal Oxidizer pre-plumbed & wired, requiring minimal on-site installation.
Plug & Play
Simply connect water, fuel and electricity to initiate operations.
Containerised
10', 20' and 40' sized containers available.
Effective treatment for high-energy waste streams: waste oil, sludge, and heavy fuel oils
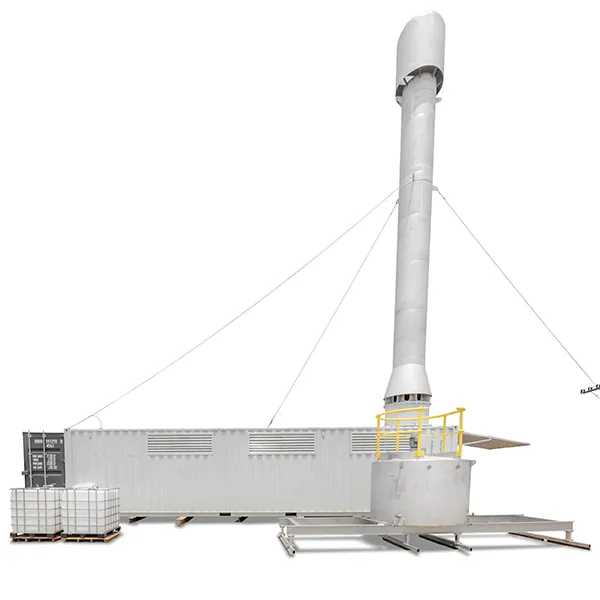
ESI’s Thermal Oxidizer, also known as a Waste Oil Incinerator, is engineered for remote mining and industrial sites that generate hazardous liquid waste. The containerised thermal oxidiser effectively handles waste oil, heavy fuel oils, sludge and process residues from mining operations. The high-temperature combustion system safely destroys hydrocarbons and sludge, ensuring environmental compliance with minimal operator input.
Housed within a 20′ of 40′ shipping container, the incinerator is pre-assembled, pre-plumbed and wired for easy shipping to remote locations and requires minimal installation on site. Fully contained and built to withstand the elements, the container also provides shelter for the operators with awnings that open, once the unit is placed on site.
Advantages of ESI’s containerised incinerator system is that the units have been engineered for gas and oil industries, gold and copper mining, military and other secluded locations. The all-in-one containerised incinerators are easy to transport and install at remote sites with limited space and do not require additional shelter or construction.




Low Maintenance & Easy Operation
Our containerised incinerator features a sophisticated yet user-friendly design, ensuring easy operation and minimal maintenance for remote sites. Thermal oxidisers are widely used in industries for treating hazardous wastes, volatile organic compounds (VOCs), and other harmful pollutants, ensuring cleaner emissions and compliance with environmental regulations.
Thermal Oxidizer Features & Benefits
- Complete combustion of liquid hydrocarbons and sludge
- Built for harsh mining environments – rugged and containerised
- Advanced emission controls – optional multi-stage scrubbers
- Remote monitoring via PLC + telemetry (optional)
- High-thermal-efficiency insulation reduces fuel costs
- Safe shutdown protocols and over-temp alarms
- Durable Materials: Built to handle high temperatures and corrosive conditions.
- Safe Emissions: Complies with strict environmental regulations. CO₂ and H₂O vapor.
- Recovered Energy: Can be used to preheat waste streams or for other industrial processes.
- Reduces waste oil disposal costs.

Technical Specifications
| Specification | Detail |
|---|---|
| Capacity | 100 – 600 litres per hour (customisable) |
| Fuel Types | Diesel, LPG, or dual-fuel |
| Combustion Temperature | Up to 1200°C |
| Chamber Construction | High-grade ceramic fiber refractory lining (1600°C rated) |
| Loading System | Pump-fed or automatic batch system |
| Control Panel | PLC with temperature feedback and alarms |
| Power Requirements | 380V / 50Hz / 3-phase (others available) |
| Footprint | 40′ Container: 12.2m x 2.4m x 2.6m |
Waste Oil Incinerator Applications
- Industrial waste management
- Hazardous material incineration
- Energy recovery systems
- Open-pit and underground mines
- Oilfield and gas operations
- Remote power generation stations
- Exploration camps
- Mobile oil refining sites
Thermal Oxidizer Combustion Process
A thermal oxidiser unit works by using high-temperature combustion to break down harmful organic compounds in waste streams, converting them into harmless byproducts like carbon dioxide and water vapour. Here’s how it operates step-by-step:
The unit uses high-temperature combustion to break down harmful organic compounds in waste oil.
- Waste Stream Entry: Waste oil or gaseous waste is pumped into the primary combustion chamber.
- Preheating: The waste stream is heated to the optimal temperature using a heat exchanger. This reduces the energy required for operation.
- Combustion: The waste is burned in a chamber at 750–1,200°C, converting harmful compounds into gases like CO₂ and H₂O vapour.
- Retention Time: Gases remain in the chamber for 0.5–2 seconds, known as a residence time, to ensure complete oxidation.
- Energy Recovery: Some thermal oxidisers include an optional heat recovery system to capture and reuse the heat generated during combustion, improving energy efficiency.

Speak to our team for effective Waste Management Solutions.
Thermal Oxidizer Configurations
ESI Incinerator systems are designed specifically for the unique needs of each client. We offer various waste collection and feed systems to to increase waste stream management and increase productivity on site, while also ensuring operator safety.
- Containerised Thermal Oxidizer
- Trailer-mounted or skid-based design
- Solar power backup for critical controls
- Integrated diesel tank and generator set
- Multi Waste Feed System customised for varying waste streams
Materials Handling Solutions
Streamlined materials handling solutions are available for combined Solid Waste & Thermal Oxidizer units:
- Front Fork Loader for IBC’s and containerised waste
- Apron Feeder for loose bulk waste
- Waste Oil Feed Injection System for reduced fuel consumption
- Screw Feed System for sludges
- Ash Drag Chain Conveyor for ash transfer to skip bins
- Fork Loader Ash Removal device


Factory Acceptance Test & Site Commissioning
We offer our clients a full Factory Acceptance Test (FAT), to view the assembled unit in action before the incinerator ever leaves the factory floor. We believe FATs are a crucial step in delivering high-performance, reliable systems.
During commissioning, we focus on improving on-site efficiencies by implementing tailored preset burn cycles, customise and reduce cycle lengths and enhance waste stream management.
Services Offered
ESI’s comprehensive range of services include:
- Site visits for waste stream assessment, recommendations and waste management proposals.
- Commissioning and operator training.
- Remote access control to the incinerator for assistance and any fault finding during the life of the unit.
- Preventative Maintenance program for 2- or 4-year fixed price servicing with ESI technicians, ensuring the unit runs optimally.
- Ongoing support including site visits and further training when required.
Why Choose ESI for a Thermal Oxidizer
With over 50 years’ experience in combustion engineering and 80+ projects delivered worldwide, we’re passionate about providing tailored waste management solutions that improve efficiency and reduce environmental impact. Our thermal oxidiser units are reliable, cost-effective, and built for your specific needs.
Speak to us today to set up an obligation-free site visit, discuss your sites waste management needs and find your engineering solution.